
zinc flake systems in all industrial sectors
When coating components for various industries, protection of the components against corrosion still takes center stage. A variety of demands and a wide range of articles require high-performance coatings and appropriate application technology in order to be able to handle large volumes reliably. The demands for surface protection are however much more diverse and can include a combination of requirements such as salt spray resistance, resistance to chemical reagents, cyclic loading, UV and temperature resistance and defined coefficients of friction for fasteners. Technical design aspects in terms of color, e.g. black, gloss level and reduction of coating corrosion are added to the list by different OEMs.
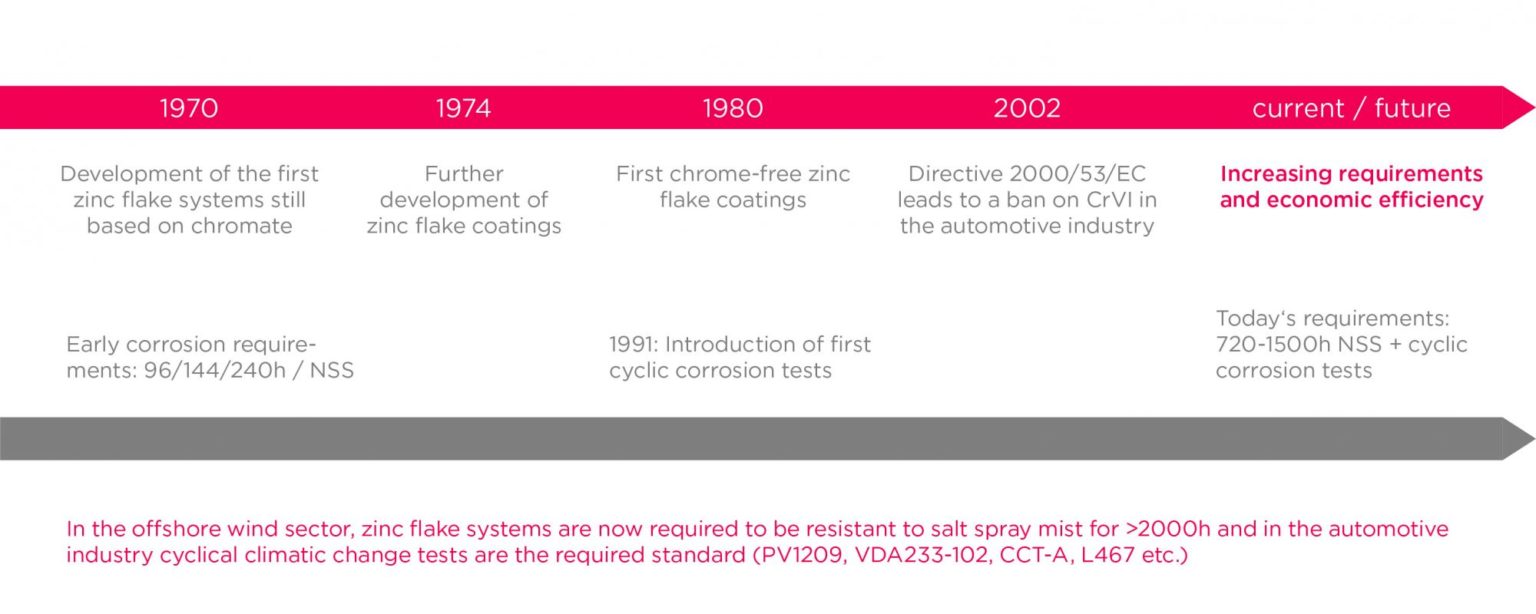
Zinc flake systems have been established for many years in all industrial sectors. In the automotive industry, zinc flake systems and galvanic zinc-nickel coatings have particularly proven themselves and are by far the leading coating methods used for fasteners. Increasingly, vehicle manufacturers must assure a higher guarantee for functional components of up to 12 years in the field. In other areas, such as chassis components/stamped-bent parts, cathodic dip painting (CDP) is also widely used. However, particularly in exposed installation positions, these systems are coming under increasing pressure, as the price advantage along the value chain is increasingly lost due to the secondary measures required to guarantee the defined service life in the field.
Zinc flake systems are continuously gaining market share in terms of service life, application range, application technology and cost-performance ratio.
Advantages of zinc flake coatings
Zinc flake coatings can also be applied to high-strength materials without process risks, such as hydrogen-induced brittle fracture. Zinc flake systems are similar to paints and contain pigments and metallic platelets/flakes dispersed in special binders, which can be composed of different alloy components. Even very thin layer thicknesses ensure the highest protection. Depending on requirements, layer thicknesses of 7 – 25 µm are applied. Many delivery specifications require a minimum proportion of 70% zinc and 10% aluminum, but today, in systems of the latest generation, further alloy components are added in order to further increase corrosion protection and significantly reduce coating corrosion/white rust formation. The high proportion of metallic pigments in platelet form (flakes) and the presence of conductive binders guarantee a very good cathodic protection and classify the layer as an inorganic coating. Most zinc flake systems have to be crosslinked under heat, depending on the requirements and the product, usually at temperatures between 170 – 250°C. Meanwhile, high-performance air-drying systems are also available, which are particularly suitable for spray application. Depending on the product, operating temperature resistance of up to 300°C can be achieved without losing corrosion protection.
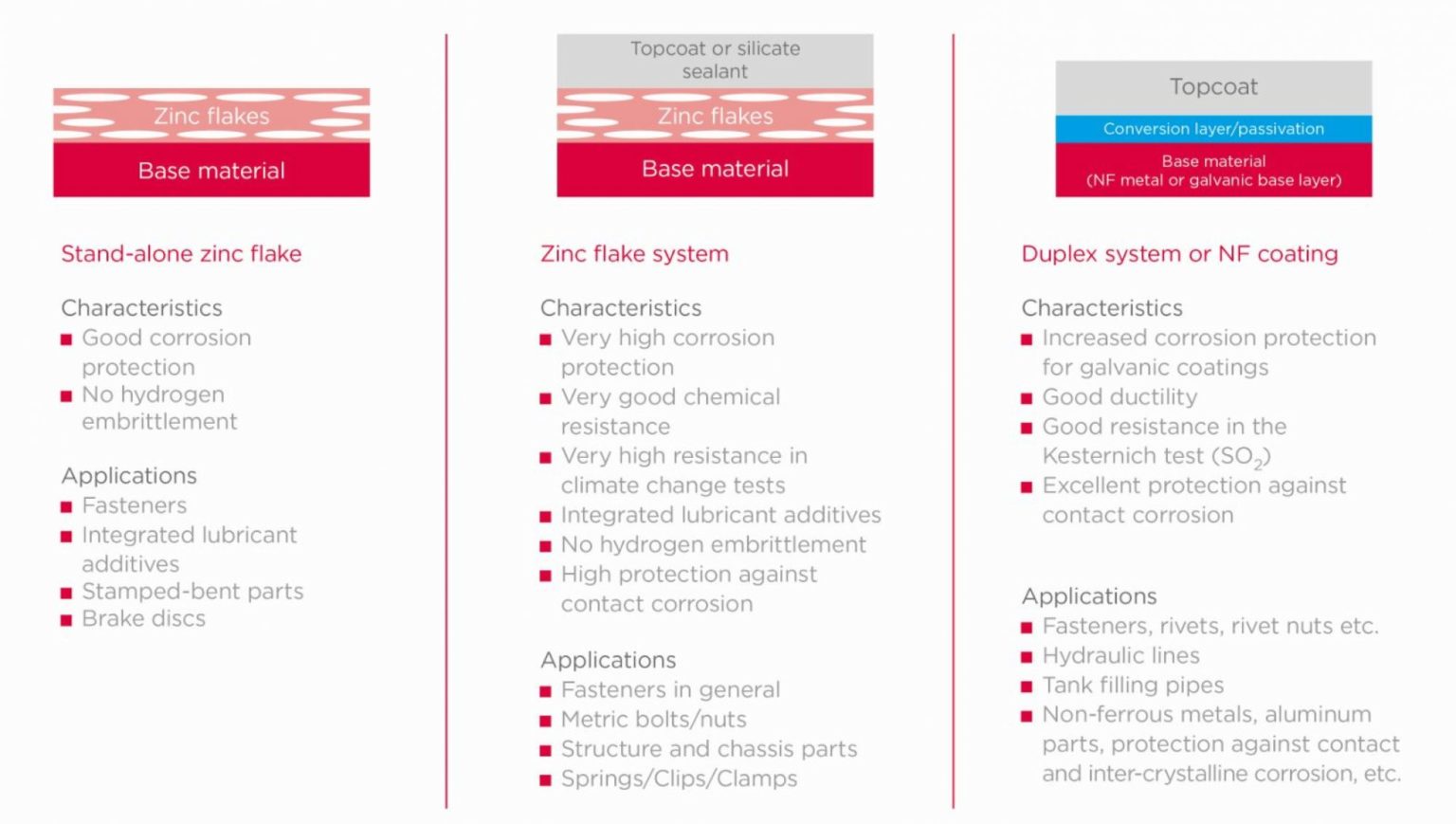
The variety of demands requires the zinc flake coatings to be supplemented with topcoats or sealants. The pure zinc flake coating can already ensure a very high level of corrosion protection, but as soon as chemical resistance or aggressive climatic change tests are required, the surfaces must be supplemented with an additional covering layer. Specified systems are available in order to meet the wide range of requirements, including the different specifications for friction coefficients for threaded parts.
The great advantage of this technology also lies in the possible combinations of characteristics, such as classic duplex layer structures, e.g. ZnNi + topcoat, in order to achieve greater durability in corrosion protection, to guarantee better friction properties or to avoid contact corrosion. Non-ferrous metals can be coated with topcoats to ensure better media resistance or, for example, to protect high-strength aluminum alloys from inter-crystalline attack.
Areas of application for zinc flake systems

Features of zinc flake coatings
The coating of components with special requirements, partial coating or the production of different layer thicknesses on one component are all made possible by state-of-the-art, robot-assisted painting systems. Components, for example, are precisely coated rotating on robot-guided spray heads. Example: brake discs, complete wheel bearings or electrical motor components from the e-mobility sector. The most accurate possible adherence to the layer thicknesses in the respective required areas can be reliably reproduced with minimal fluctuations. In this way, elaborate masking can also be avoided in some cases.
Zinc flake systems are particularly attractive in composite and mixed construction and are an indispensable surface for lightweight construction strategies. On the one hand, a wide variety of material combinations present a major challenge in preventing contact corrosion. On the other hand, there are new steel alloys which make weight-reducing component design, e.g. in the chassis area, only possible if reliable active corrosion protection is applied. In comparison, partial damage due to assembly or during operation due to stone impact etc. must be avoided at all costs in the case of passive coatings, since corrosion occurs immediately and the component is massively damaged.
In summary, the characteristics of zinc flake coatings are as follows:
- Thin layers, depending on requirements 7 – 25 µm
- No hydrogen embrittlement in the process
- Lowest hydrogen hazard potential during operation/under corrosive loading
- Free of heavy metals
- Best corrosion protection for lightweight construction strategies
- Can be used on high-strength steels
- Very good remote protection effect even with partial damage
- Process-safe coating of cavities and double surfaces
Author: Peter Messing, Global Key Account Manager Zinc Flake Systems Aalberts Surface Technologies GmbH, Kerpen, Germany.
Aalberts Surface Technologies GmbH is a license partner of market-leading zinc flake suppliers and is represented with state-of-the-art application technology at locations worldwide.



