
heat treatment
Aalberts surface technologies Dzierżoniów
surface treartment and heat treatment in Dzierżoniów
Aalberts surface technologies Dzierżoniów is your expert in advanced thermal and thermo-chemical heat treatments, specializing in case hardening of driveline components such as tubular drive shafts. Using specially developed processes and cutting-edge plant technology, we enhance the surface and mechanical properties of your components, ensuring long-term performance and durability.
about our location in Dzierżoniów
The Aalberts surface technologies Dzierżoniów plant was established in 2014 with a completely new building, as one of the investments of the Aalberts group in this region. Our target markets are automotive as well as the mechanical engineering industry. We are located in the south-west of Poland, at Industrial Park and are very proud that we’ve created a successful, well-known and profitable business.
We are committed to deliver the highest quality of services not only in the field of heat treatment of your components but also to the way we treat our customers. We always act in close cooperation with our customers and we are able to adapt our processes to the specific requirements.

With our procedures dialed into the automotive industry, combined with in-depth heat treatment expertise, increased volumes, improved efficiency and disciplined capital allocation in new equipment, we are developing this long-term production program with a focus on Central and Eastern Europe.
As an exclusive and strategic supplier, we demonstrate our competence for critical mass production.
“Being “best in class” is not about our core technologies, but about our flexibility with which we service our customers and the way we are able to integrate our processes in their supply chain.” Bartlomiej Olejnik, managing director
overview of our services in Dzierżoniów
Hardening
The process of thorough hardening consists of combination of hardening and high tempering.
Depending on the cooling medium used, we have the following technologies:
– under protective atmosphere with oil quenching
– in a vacuum atmosphere with gas quenching (max 25 bar abs)
High tempering processes are carried out in a protective or nitrogen atmosphere.
We can distinguish typical, gradual, isothermal, surface finish hardening. Depending on the type of hardening, the steel microstructure is martensite or bainite.
Annealing
The annealing process involves heating the material to a predetermined temperature, soaking at this temperature and slow cooling under a protective atmosphere or in air. Depending on the process parameters, we can distinguish between homogenizing, complete, normalizing, spheroidizing, recrystallizing and stress relieving annealing.
In the scope of annealing, we offer annealing with:
– slow cooling in a protective atmosphere
– slow cool in air atmosphere
– slow cool under vacuum
– slow or forced cool under nitrogen or argon
Tempering
Tempering is a heat treatment process consisting in heating the previously hardened steel to a certain temperature, withstanding and slow air cooling. The purpose of tempering is to remove the stresses created during hardening, to change the physical properties and, above all, to increase impact resistance at the expense of reduced hardness.
We can distinguish three types of tempering:
– Low tempering at 150-250°C, applied in order to reduce hardening stresses. It does not significantly influence hardness reduction.
– Average tempering at 250-450°C, applied in order to provide significant strength and elasticity while maintaining sufficient resilience and ductility.
– High tempering at 450-Ac1, applied in order to significantly reduce hardness and obtain good flexural properties.
Carbonitriding
It consists in simultaneous enrichment of the part’s case with carbon and nitrogen. It is a modified carburizing process, carried out at lower temperatures (775 – 900°C) and for a shorter time. The process is used to increase the wear resistance of lightly loaded, small-sized products. We offer carbonitriding in an enriched, protective carburizing atmosphere.
Gas carburizing
Gas carburizing is a thermo-chemical treatment consisting in heating steel parts to the temperature of 870 – 1000 ° C and heating them in a carburizing atmosphere. The purpose of carburizing is to enrich the surface layer with carbon and, as a result, increase its hardness and abrasion resistance while maintaining a ductile core. Directly after carburizing, hardening and tempering are most often carried out.
We offer carburizing in a protective atmosphere according to the following stages:
– Direct: (carburizing -> quenching -> tempering)
– Single: (carburizing -> slow cooling -> heating to austenitization temperature along with hardening -> tempering)
– With isothermal stop: (carburizing -> cooling down to the set temperature -> heating to austenitization temperature with quenching -> tempering)
– Double: (carburizing -> quenching -> heating to austenitizing temperature along with quenching -> tempering)
Single carburizing processes or with an isothermal stop are especially dedicated when it is necessary to perform, respectively: additional soft machining, austenite grain refinement (the so-called perlitization process).
Nitriding
Nitriding is another form of surface hardening of steels. It is a thermochemical process in a nitrogen-releasing environment. In this atmosphere the material is heated to a temperature between 475 and 550°C. The material is then held at this temperature for a certain time. This time can vary from a few minutes up to 120 hours. Eventually, the material is cooled down.
The desired hardness is created by the transfer of nitrides into the metal mesh. Different degrees of hardness can be achieved depending on the element used.
The characteristics of the process are:
- Low temperature between 475°C to 550°
- Flexibly applied – process duration modified according to the specification of the required final component properties.
- Environmentally friendly compared to serious alternatives (e.g. chrome plating).
- Clean for the component –g. leaving no heavy surface contaminant or residue
Nitrocarburizing
Nitrocarburizing is a process for surface hardening of materials. As a result of thermochemical diffusion, the surface layer of the material is enriched with nitrogen and carbon. In contrast to nitriding this is a process in which only nitrogen is deposited in the surface layer. The compound layer formed through nitrocarburizing is generally thicker, more corrosion resistant and often takes the form of Epsilon Iron Nitride.
Straightening
We have fully automated lines for straightening round and flat parts, as well as details of complex geometry (shafts, profiles). The lines are endowed in integrated sensor for internal crack detection.
– 160kN pressure force
– Workpiece lengths: 200-1000 mm
– Workpiece weight: 0.5-5 kg
– Straightening accuracy: up to 0,01 mm
Eddy current
A fully automatic crack detection device. The scope of application of the crack testing machine includes 100% testing of key safety components such as drive shafts, wheel hubs or brake discs. Non-destructive vortex tests are performed by fully scanning the electromagnetic fields of the respective areas to eliminate the presence of cracks in the details.
One of the most important elements in the heat treatment process is washing before and after the process. We are aware of that! That’s why we have high-performance chamber units for parts cleaning.
Water – Based
Cieffe WCF-8/2 / E-R – chamber cleaning device with two tanks for cleaning parts before the process. The advanced technology of used water-based detergents makes the details before the process perfectly washed, which has a decisive influence on the quality of the heat treatment while taking care of the environment.
Hydrocarbon – based
EMO VAIOCS – high-performance hydrocarbon cleaner for cleaning the right part after heat treatment. It is characterized by excellent degreasing (vacuum degreasing) and washing features, which plays a crucial role in the subsequent production steps, affecting the quality of the finished product surface.
Manual and automatic sandblasting machine MHG Strahlanlagen is available and characterizes by high performance and very good results of blasting the sandblasted parts.
Modern laboratory equipment enabling the implementation of:
– Sample preparation, including mounting and polishing
– Hardness measurement by the methods of Vickers, Rockwell, Brinell
– Measurement of microhardness with measurement of the hardened layer CHD and NHT Microstructure analysis
– Analysis of the chemical composition of the material using a spectrometer
We offer laboratory services as part of the heat treatment technology services and on individual orders.
our commitment to quality
As a commercial heat treatment company, we are strongly focused on quality and process technology. With expert knowledge and advanced plant technologies we meet the demands of automotive, aerospace, and mechanical industries.
- Customer-Focused Solutions
We work closely with our customers to ensure that our production processes are tailored to their specific needs. - Continuous Improvement
Existing processes and applications are constantly optimized, while new possibilities are continuously developed to enhance our offerings. - Expert-Led Innovation
Our team of experts, along with our in-house material analysis laboratory, ensures that we develop the optimal solution for every customer. - Advanced Plant Technologies
Our cutting-edge plant technologies allow us to implement these solutions, whether for individual pieces or large-volume production series. - Industry Expertise
With many years of experience, we meet the high demands of industries such as automotive, aerospace, and mechanical engineering.
our quality system
We are a company open to new IT solutions, to streamlining all processes within the organization. Planning and control of production take place using the latest ERP system technology, which allows us to ensure Just in Time deliveries to our customers.
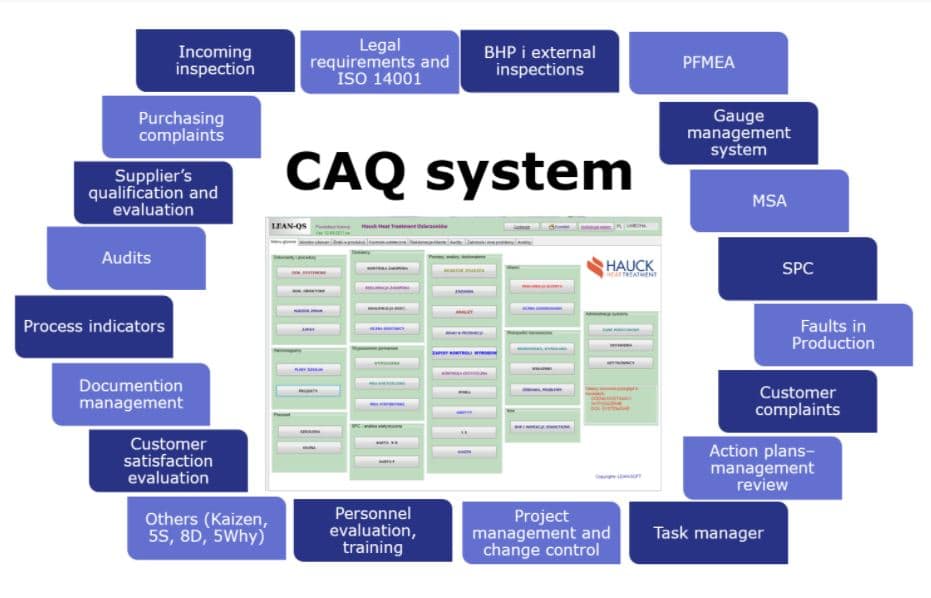
The continuously developed a fully Integrated Management System for Quality (CAQ) in compliance with:
- IATF 16949 (quality)
- ISO 14001 (environment)
- ISO 50001 (energy)
- ISO 45001 (health & safety)


We are fully engaged in delivering safe products and services with a minimum impact on the environment and maintaining high energy efficiency which are both fully compliant with the requirements of our customers.
Our management strategy is based on three fundamentals:
- customer orientation, understanding their needs and ongoing satisfaction assessment
- process and resource management
- continuous analysis of production results, performance indicators and continuous improvement.
We use numerous tools within the Lean Manufacturing philosophy, such as the 5S standard, the Kaizen system, TPM, work standardization and the Six Sigma methodology both at the design stage (DFSS) as well as at the process optimization stage (DMAIC).
downloads
Aalberts surface technologies operates with full certification to the latest industry standards. Our accredited expertise ensures the highest quality and reliability, giving you the confidence that your project will be handled with precision and professionalism.
certificates and management policy
general terms and conditions
our inhouse processes
Aalberts Surface Technologies Dzierżoniów values quality, innovative solutions, and customer care. By aligning our processes with your products, we ensure optimal results. Our specialists are equipped to handle any request, no matter how complex or unique.
industries we serve
tool manufacturing
automotive
e-mobility
engineering industry




contact & directions
Aalberts Surface Technologies Heat Sp. z o.o.
ul. Strefowa 5
